

六角網機編織加筋格賓網,要在規范雙絞合六邊形鋼絲網的編制環節中,沿豎直(或平行面)于表面方位同歩置入提升不銹鋼絲(加筋絲)達到的,一般由機器在“任意位置正中間夾絲”作用進行。
原材料提前準備:采用鍍鋅鐵絲(孔徑一般2.0–4.0mm,邊絲粗一號)及加筋絲(孔徑≥邊絲,材料同為主導熱鍍鋅或高爾凡不銹鋼絲),按設計途徑穿進六角網機專用夾絲滑軌。
編制基本原理:六角網機選用正反面擰(雙絞合)加工工藝,經絲與緯絲交叉式纏繞≥2.5圈產生六邊形網眼;加筋絲根據機里夾持裝置同歩送進,在每一多個網眼(如每10–30cm)的縱向或豎向連接點處被“置入”也會隨著表面一起絞線固定不動,不另行系結,保證與鋼絲網一體成型。
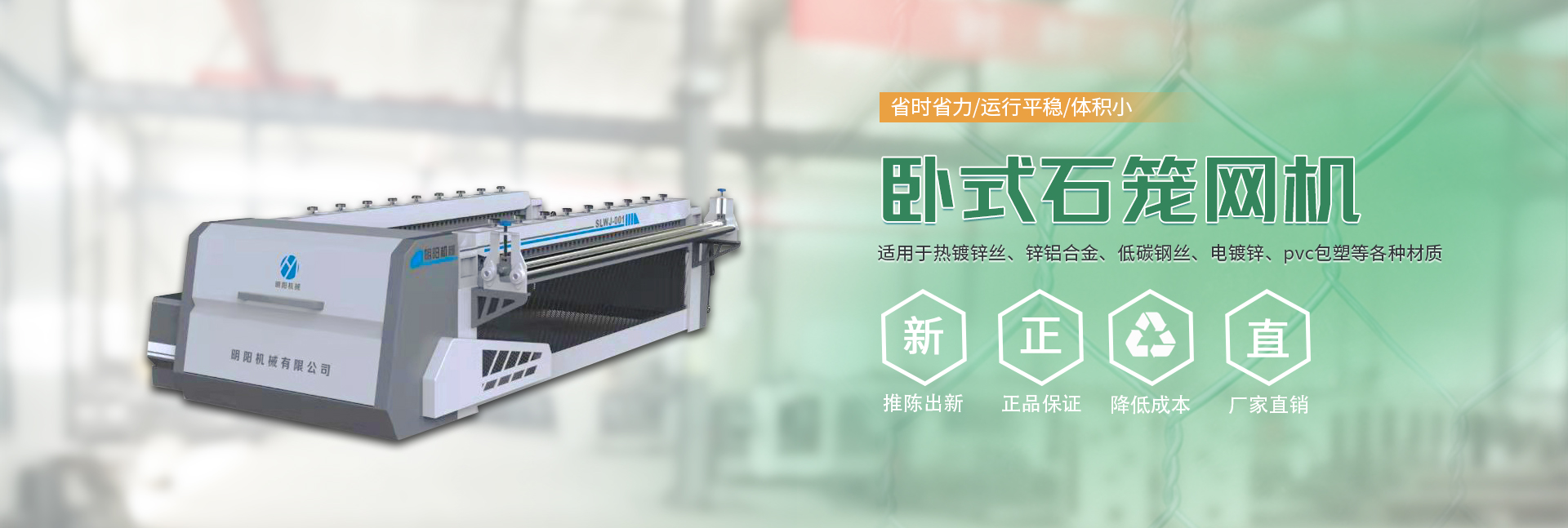
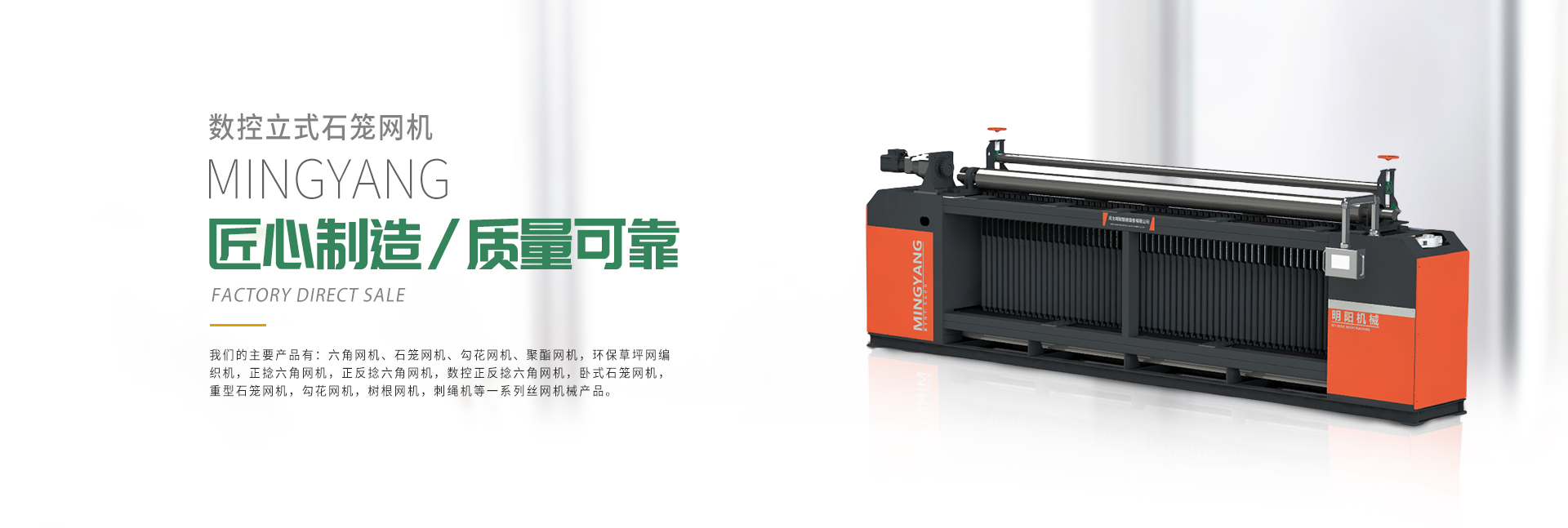
設備規定:應具備正中間夾絲功能性的數控機床正反面擰六角網機,可設定加筋絲間隔與部位;調節支撐力與送絲速度配對主絲,防止斷帶或偏位。
后處理工藝:織成卷或定長鋼絲網后,根據需求裁切、反邊、組裝成網籠(加強筋層通常位于網籠控制面板后才或圍繞鋼絲網),現場施工時加強筋段伸進回填土區產生加強筋格賓擋墻構造。
留意:加筋石籠網并不是施工過程中后穿不銹鋼絲——“加強筋”指編制時集成化構造提高;若僅僅在網籠控制面板后穿綁鋼筋屬當場加固,非設備編織加筋。全套流程為機械設備持續編制+同歩夾筋→裁片→人力拼裝→填石,無需額外焊接或捆扎加筋絲。
